
地址:江门市新会区睦洲镇新沙工业区
联系方式:0750-6228803 黄经理
邮箱号:yt-hr@yingtongpack.com
复合塑料编织袋,因为它是具有良好性价比的编织袋。那么如何生产塑料编织袋呢?接下来,覆膜塑编袋价格将在这里进行简要介绍:塑料编织袋的生产需要两种类型的材料,聚丙烯树脂和色母。主要使用二合一织物、三合一织物等生产工艺。只需将熔融树脂涂在机织布上并立即冷却,复合时,将熔融树脂膜夹在织布和纸或塑料膜之间,然后用三合一织布冷却。覆膜塑编袋价格通过这两种涂布方法生产的塑料编织袋的质量良好,生产质量的差异通常是由于使用质优原材料而造成的,因此这取决于制造商的实力和声誉。

二合一复合塑料编织袋的生产工艺流程是将编织布涂复料和纸或膜,进行复合或涂复。得到的筒布或片布,筒布可以进行切割、印刷、缝合、制成普通的缝底袋,也可以打孔、折边、切割、印刷、缝合,制成日照覆膜塑编袋,得到的片布,可以中缝粘合,印刷,切割,糊底,制成糊底袋。也可以焊接,卷取,制成篷布、土工布复合制袋工艺关键是复合。涂复的原理是把树脂在熔融状态下涂于基材编织布上。仅把熔融树脂涂覆到编织布上并立即冷却,得到二合一编织布。如果复合时,熔融树脂膜夹在编织布和纸或是塑料膜中间时,然后冷却得到三合一编织布涂复可以对平织物单面涂复得到片布,也可以对筒布双面涂复,覆膜塑编袋价格得到涂复筒布涂复后的编织布可以印刷、切割、缝合制成各种袋型,宽幅涂复布也可卷取作为篷布出厂。

水泥袋产生误差的原因可以分为多种,一般可以将其尺寸误差、数量误差、克重误差。其中重要给产品带来误差就是颜色误差,导致产品的现象是日照覆膜塑编袋颜色误差来自网络图片与实物的误差,因为相机曝光的原因,造成了视觉上的差距,第二种颜色误差基本上不存在,也就是覆膜塑编袋价格不同批次的货颜色的误差,这种误差形成原因主要是因使用不同产地的颗粒料,我公司对料的使用控制比较严格,所以很少出现此种误差。其实我们在制造的产品需要使用多个工艺,一般我们对其进行缝纫的时候,可以分为两种,一种是民用缝纫机的缝纫法,而另一种是工业缝纫机的缝纫法。采用民用缝纫机缝纫,针距较小,在2至5mm之间;用工业缝纫机缝纫水泥袋,针距较大,一般在6至13mm之间,不同针距对水泥袋的强度的影响都是不一样的。

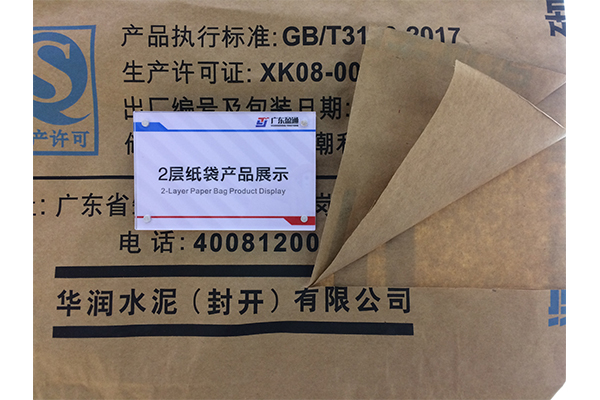
在塑料编织布上不论以何种方式涂上一层塑料膜,都会日照覆膜塑编袋造成不透气。当前在这种复膜塑编袋的使用中,既要保证水泥在灌装时在一定风压的作用下及时灌装,环保覆膜塑编袋又要在运输、装卸、存放过程中达到防潮目的。目前还只能在复膜塑编袋袋面上刺上微孔,尚无其它技术方法可以替代。复膜塑编袋和其它结构形式的包装袋一样,除满足包装水泥的基本功能外,还要解决好水泥灌装时的排气问题、耐温问题、防潮问题。而复膜塑编袋的打孔问题正是解决这些技术难题的关键。
编织袋生产过程中直接影响丝张力,是经纱架上每个锭托盘轴的旋转阻力矩平衡力,因为这是日照覆膜塑编袋钢丝张力的来源,所以覆膜塑编袋价格必须注意旋转阻力矩的平衡问题。比起来,丝绸和扁丝是否缠绕,也是我们要注意的问题。每条扁导线通过导线孔的长度和角度之和。应该能够尽可能地达到平衡。
一般操作是:在复膜布纵向上每隔6mm 一个针眼,横向上每隔8mm一个针眼,打孔针采用锥形针,排气孔采用由里向外打孔的方法。通过这样处理后的日照覆膜塑编袋,灌装时气体很容易由里向外排出,满足了水泥灌装时的排气要求,也能保证袋重的合格率,同时灌装时的跑冒灰现象也得到解决。装好水泥的日照覆膜塑编袋在接触皮带输送过程中排气孔接触皮带后又自动封闭,较好地解决了水泥包装在运输、存储过程中的防潮性能。因为水泥生产工艺和设备水平不同,水泥出仓温度也不尽相同,一般在50 ℃- 100 ℃之间。如果复膜塑编袋的基布质量能达到GB8974 国标要求,完全能够解决水泥包装的耐温问题。




